Пайка латуни
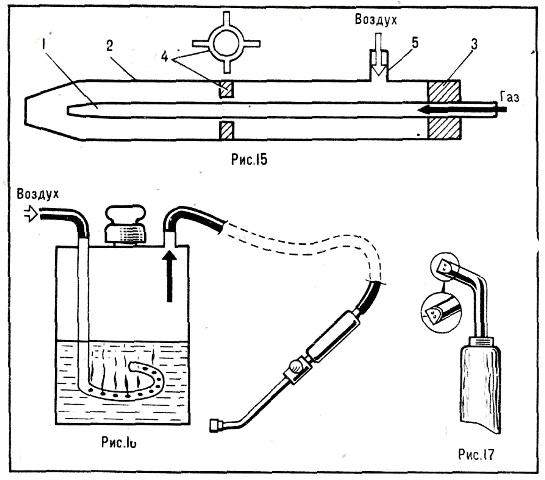
Газовая горелка — это непременный атрибут для сварки или для пайки различных материалов включая тугоплавкие металлы. Несмотря на компактность и сравнительную простоту конструкции, газовая горелка является ответственным агрегатом. И подходить к его выбору нужно со знанием определённых нюансов. Газовая горелка для пайки или проведения сварочных работ востребована там, где отсутствует электроэнергия.










![[Инструкция] Пайка алюминия в домашних условиях](https://gidpopechkam.ru/wp-content/uploads/2019/01/Снимок-экрана-2019-01-27-в-16.52.55.png "Особенности пайки алюминия")




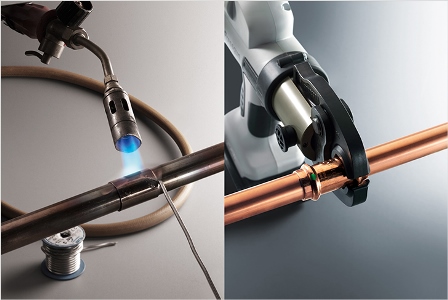
Пайка твёрдым припоем
Все размещаемые материалы отражают исключительно мнения их авторов и могут не совпадать с мнением Администрации форума ХоумДистиллер. Форум самогонщиков Сайт Барахолка Магазин Помощь солдатам. Вход регистрация. Форум самогонщиков Вопросы по конструированию. Т, 12 Янв. Добавлено через 1мин.











![[Инструкция] Пайка алюминия в домашних условиях | planeta-sirius-kovrov.ru - Еженедельный Журнал | Дзен](http://trubametr.ru/wp-content/uploads/2019/10/gorelka-pod-mapp-gaz.jpg)
| 331 | Отложенные 0 Корзина 0. Личный кабинет. | |
| 293 | Пайка алюминия в домашних условиях можно считать сложным занятием. | |
| 13 | Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. | |
| 343 | Пайка латуни — востребованная технология, отличающаяся универсальностью подхода. |
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться. Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Вообще правильно нагреть деталь до температуры около градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки.